








Description
PVC flooring production line can have a different cost according to the
type of devices, production capacity, desired location, sellers, etc.
Therefore, it is necessary to start the production of these floorings,
it is better to have a complete horizon.
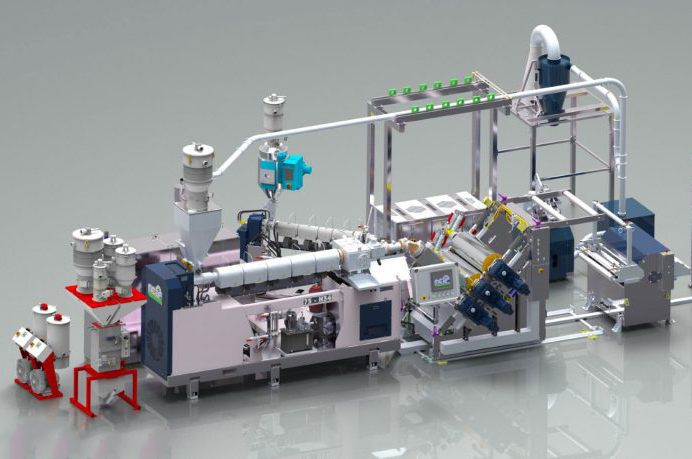
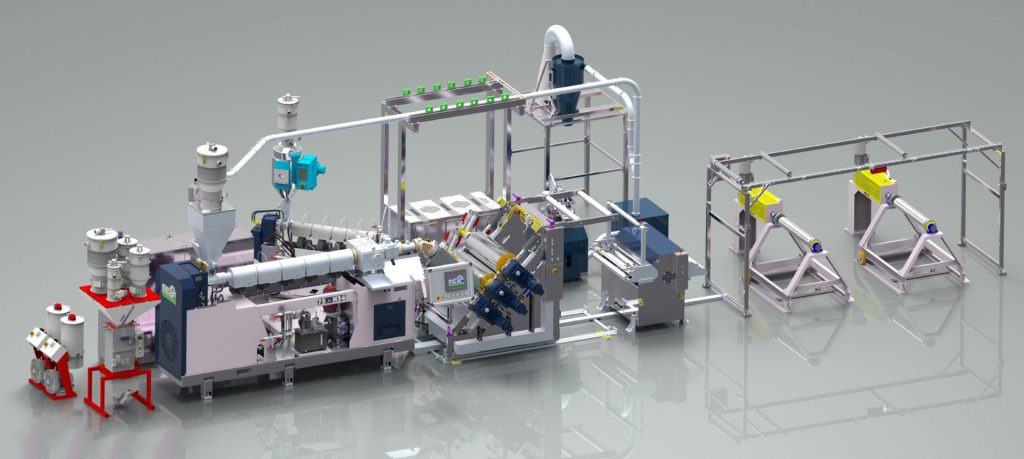
The number and capacity of PVC flooring production line machinery and
equipment is considered based on the annual economic production capacity
of the plan in one work shift as follows.
It is obvious that the technology of manufacturing sensitive equipment
such as extruder, calender, and control and monitoring systems of my
production line, including PLC and electrical panels, along with the
material and metallurgy of manufacturing consumable parts of the
production line, such as rollers and molds of the devices that we have
mentioned, is very important.
1- Silos
In the unit, several silos are installed to store one course of raw
materials in the production workshop. Some of these steel silos with
balanced capacity are used to store PVC powder, calcium carbonate and DO
oil.
2- PVC flooring production line fast mixer
The mixer has a cylindrical body inside which the metal blade rotates in
a spiral shape at high speed and mixes the ingredients together. Due to
the porosity of the PVC powder and the absorption of DOP by the calcium
carbonate filler, the size of the additives in the resulting mixture
turns into a wet powder. The formulation and mixing of this step
guarantees the uniformity of the final product. It should be noted that
a ventilator is installed on this mixer.
3- Banbori device
The work of this device is to complete the main mixing step. Benbori has
a main chamber that rotates and mixes inside after being fed from the
upper part of the rotors. After the bin is filled, a piston enters the
material path and pushes the material into the chamber, and the bin is
heated by steam and after the set mixing time elapses, the resulting
mixture is discharged through a valve below it.
4- PVC flooring production line roller mill
The work of this device is to continue the work of the funnel and
complete the mixing operation. The device is divided into two parts in
width and is in the form of two roller mills with a width of 2 meters.
The mixture of raw materials goes under the conveyor on the first part
and then on the second part, and at the end of this part, a strip-like
blade separates the mixture, which is continuously fed into the extruder
funnel of the production line by a conveyor. A ventilator is also
installed on this device.
5- Extruder
This device is used to create polymer melt, mix the mixture more
properly, under heat pressure and rotation. Before exiting the extruder,
The foreign particles of the processed mixture are separated from
unmelted polymers by a metal mesh. At the exit of the extruder, the raw
materials are made into wire and transferred to the calendar feed. The
temperature of different areas of the extruder cylinder can be adjusted
according to the production formulation.
6- PVC flooring production line Calendar device
The function of the calender is to shape the mixture coming out of the
extruder. This device includes rollers with a width of 2 meters and a
diameter of 25 centimeters, and a large mass of material is placed in
the first slot of the calender; But in the next cracks due to the flow
of materials, this mass decreases and its width increases. The main task
of the calender is to shape and adjust the thickness of the film with
two end rollers. The surface of the final two rollers must be completely
polished and smooth. Usually, the last roller of each season is
separated for polishing and re-plating, and the calender rollers are
heated with steam.
Each roller takes the PVC paste from the previous roller and transfers
it to the next roller after rotating around the roller. The PVC paste
sticks to the roller that is rougher and hotter or that rotates faster.
Therefore, in order for the dough to go from one roller to another, each
roller must be slightly hotter than the previous roller. This
temperature difference should not be more than 10 degrees Celsius, the
thicknesses that can be produced with the calender are between 7 and 90
microns.
7- Separating rollers
These rollers, which are usually placed in pairs, take the film from the
calender and stretch it at a higher linear speed and make it thinner.
Thinning the film by stretching has the advantage that it allows the
production of very thin films, and to change the thickness of the film,
it is not necessary to change the calender gap much, but only the speed
of the rollers is changed. It should be noted that in the stretching of
the sample, if the thickness becomes too thin, it will reduce the
resistance of the sheet and tear it in the stretching direction.
8- PVC flooring production line Cooling rollers
These rollers are double-walled and cooled with water, and their number
ranges from 8 to 12. It is better to reduce the temperature of the
rollers gradually from 50 degrees to about 10 degrees.
9- Accumulator unit
In this unit, there is a constant torque motor that can collect the
produced film on a core. The speed is adjusted so that it is balanced
and adjusted with the speed of the entire production line.
10- PVC flooring production line/ Printing machine
PVC sheets are made of roller type that uses water-based paints. The
quality of the printing machine is very important in the production of
flooring with a good appearance and durability of the design and
pattern.
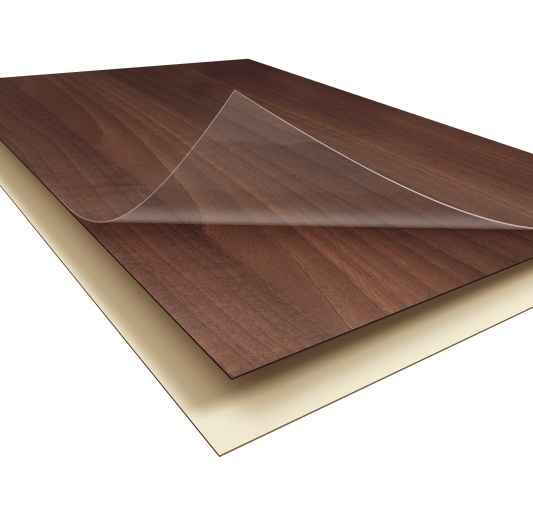
11- Layering device
In this device, after being heated by passing over a hot roller, thinner
films stick together under pressure and form a floor covering.
12- PVC flooring production line /Packaging system
Based on the type and shape of the product, it is done automatically by
a digital control device. The output product is ready to enter the
warehouse based on the type, shape and size using a digital packaging
device.





